
Sunday, 18 November 2012
Monday, 29 October 2012
Kimpalan brazing
PENERANGAN :
1.1 Maklumat teknikal berkenaan dengan brazing
Pateri keras brazing merupakan satu proses yang sangat diperlukan dalam
kerja-kerja penyejukan untuk kerja-kerja fabrikasi pemaipan kitaran
sistem, oleh itu seperti yang telah diterangkan terdahulu setiap mekanik
penyejukan hendaklah mahir asas brazing seperti di terangkan proses pateri keras brazing di mana kerja-kerja yang membabitkan penggunaan peralatan
kimpal gas oksigen dan asetilena sahaja. Oleh kerana kerja-kerja pateri
keras brazing membabitkan penggunaan bahan yang sangat mudah terbakar
iaitu oksigen dan asetilena maka pengendalian sebarang peralatan
kimpal gas hendaklah dilakukan dengan cermat yang mungkin dan sentiasa
menerapkan langkah keselamatan yang diperlukan tanpa kompromi, ini bagi
mengelakkan daripada berlakunya sebarang kejadian yang tidak diingini
sama ada kepada pengguna, peralatan ataupun persekelilingnya mahupun
semasa, sebelum dan juga selepas penggunaannya.
Hasil
kerja-kerja brazing yang dibuat secara mudah, sambil lewa dan ringkas
ke atas sebarang pemaipan sistem penyejukan tidak semestinya baik atau
menepati kehendak yang diperlukan, ini kerana banyak yang beranggapan
asal telah berlaku penyambungan joint ianya boleh digunakan dan tidak
akan mendatangkan masalah. Pada hakikatnya kerja-kerja brazing hendaklah
mempunyai kualiti dan mesti mencapai tahap
yang diperlukan. Kualiti brazing akan memberi kesan secara langsung
kepada keupayaan perfomance yang lebih baik kepada kitaran penyejukan refrigeration cycle. Oleh kerana itu setiap kerja-kerja brazing
hendaklah dilakukan sebaik yang mungkin mengikut prosedur yang tepat
bagi penghasilan kerja yang berkualiti dan menghindar dari pembaziran.
1.1.1 Makna brazing
Brazing
juga merupakan salah satu dari beberapa proses dalam bidang kerja-kerja
kimpal gas, terdapat beberapa proses kimpal gas yang lain saperti fusion welding dan pressure welding,
namun asas kerja-kerja kimpalan ialah teknik yang digunakan untuk
kerja-kerja menyambung atau mencantumkan pateri logam jointing
metals. Aplikasi proses-proses kimpalan yang telah dinyatakan di atas
adalah seperti berikut,
Fusion welding: Kimpal dalam bentuk cairan.
Pressure welding: Kimpal dalam bentuk pepejal.
Brazing: Kimpal dalam bentuk pepejal dan cairan.
Pateri Keras (brazing)
Pada dasarnya brazing ialah satu proses menyambung (jointing) dua
logam asas (base metal) dari jenis yang sama (seperti kuprum dengan
kuprum atau keluli dengan keluli dsb), atau boleh juga base metal dari
jenis yang tidak sama (seperti kuprum dan keluli dsbnya) tanpa mencairkan kedua-dua base metal dengan menggunakan bahan pengisi
(filler rod) yang dicairkan pada suhu sederhana tinggi yang akan
mengeras apabila suhu merendah. Filler rod digunakan untuk mengisi ruang
(rongga) di antara kedua-dua base metal terdiri dari bahan yang mencair
pada suhu yang lebih rendah dari base metal dan akan membuat sambungan
yang mempunyai kekuatan yang setara dengan base metal serta kalis bocor
dari cecair dan juga gas.
Carta di bawah menunjukan kategori untuk pateri lembut dan keras
PATERI
LEMBUT
|
PATERI
KERAS
|
1. Penggunaan
soldering iron
|
1. Kimpal
gas torchbrazing
|
2. Pemanas
dengan api
|
2. Twin - carbon arc brazing
|
3. Dip soldering
|
3. Brazing furnace
|
4. Resistance heating
|
4. Induction brazing
|
5. Flame - spray soldering
|
5. Resistance brazing
|
6. Furnace heating
|
6. Dip brazing
|
7. Ultrasound soldering
|
7. Block brazing
|
8. Flowing brazing
|
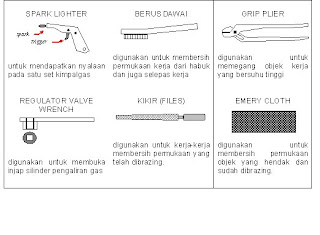
Keperluan peralatan untuk kerja-kerja brazing
Selain
dari peralatan asas iaitu satu set lengkap kimpalgas terdapat lain-lain
peralatan yang juga diperlukan untuk membantu bagi memudahkan dan
melicinkan kerja-kerja brazing. Beberapa peralatan tersebut adalah
seperti di gambarajah berikut :
1.1.3. Jenis filler rod yang digunakan dalam kerja brazing
Filler
rod ialah logam yang dicairkan melalui proses pemanasan untuk
menyambungkan (joined) dua keping logam asas (base-metal), pemanasan
dilakukan ke atas kedua-dua base metal kepada suhu yang boleh mencairkan
filler rod apabila disentuhkan kepada kedua-dua base metal tersebut,
dengan itu filler yang mencair akan mengisi ruang / rongga di antara
kedua-dua base metal dan akan menjadi keras apabila suhu merendah.
Dalam
proses brazing suhu cairan filler hendaklah lebih rendah dari suhu
cairan kedua-dua base metals, dengan itu hanya filler sahaja yang
mencair untuk menyambung kedua-dua base metal. Untuk mendapatkan proses
ini kebanyakanya bahan dari logam loyang-loyang (alloys) banyak
digunakan kerana mempunyai ciri-ciri suhu cairan yang lebih rendah dari
kebanyakan base metal, tambahan pula loyang dapat menepati kekuatan
(strength) yang diperlukan untuk dijadikan sebagai bahan pengisi /
penyambung (filler).
Filler
rod hendaklah digunakan dengan betul dalam kerja-kerja pateri keras
(brazing), apabila menyambung base metal seperti kuprum dengan kuprum,
filler rod dari jenis copper-phosphorus sangat sesuai digunakan, untuk
menyambung logam kuprum dengan besi atau kuprum dengan stainless steel
pula filler dari jenis perak sesuai digunakan. Ini kerana bahan
copper-phosphourus tidak boleh melekat (menyambung) stainless steel.
Untuk
menyambungkan dua tiub kuprum yang nipis misalnya penggunaan bahan
filler dari jenis silver adalah diutamakan dari copper-phospourus, ini
kerana suhu cairan silver yang lebih rendah dari copper-phosphourus
dapat membantu pemateri menjalankan kerja-kerja dengan lebih baik.
Bukan
semua jenis logam dapat menepati ciri-ciri yang diperlukan untuk
dijadikan sebagai brazing filler, ini kerana kesesuaian dan pemilihannya
bergantung kepada ciri-ciri seperti berikut,
i. suhu cairan filler (filler melting temperature).
ii. kekuatan filler (filler strength).
iii. sifat filler.
iv. kualiti filler.
v. rupa luaran.
Suhu cairan filler (melting temperature) : Suhu
cairan setiap logam yang hendak dijadikan sebagai bahan filler mestilah
juga bersesuaian dengan suhu cairan base metal, iaitu hendaklah
mempunyai suhu cairan yang rendah sedikit dari suhu cairan base metal
(perbezaan terbaik di antara kedua-duanya ialah 5OC hingga 100OC), dengan itu proses brazing dapat dilakukan kerana filler akan mencair tanpa mencairkan base metal.
Kekuatan filler: Logam
filler hendaklah mempunyai ciri-ciri kekuatan (strength)
sekurang-kurangnya hampir menyamai kekuatan base metal dan adalah lebih
baik sekiranya mempunyai kekuatan yang sama seperti base metal.
Sifa-sifat filler: Sifat
filler hendaklah berupaya mencair dengan cepat dan kadar pengaliran
yang baik supaya keadaan “basah” di permukaan base metal dapat
diwujudkan bagi membantu filler memindahkan / mengalirkan oksida-oksida
yang terbentuk di permukaan base metal oleh bahan flux semasa proses
pemanasan dilakukan oleh api kimpalgas.
Kualiti filler: Logam
brazing filler hendaklah dari jenis yang berkualiti tinggi seperti
kekuatannya yang dapat menyamai kekuatan base metal dan tidak mudah
berkarat.
Rupa luaran: Logam brazing filler hendaklah mempunyai ciri warna yang cantik dan bercahaya atau dapat menyamai warna base metal.
Jenis-jenis filler
Logam
yang digunakan sebagai brazing filler boleh diklasifikasikan seperti
carta di bawah iaitu untuk kerja-kerja pateri lembut (soldering) dan
juga pateri keras (brazing), kebanyakan brazing filler terdiri dari
komposisi campuran pelbagai jenis logam, oleh itu untuk pengenalannya ia
dinamakan mengikut sempena jenis komposisi kandungan logam terbesar
yang digunakan, carta berikut menunjukkan jenis atau nama-nama filler
yang biasa digunakan.
Carta jenis-jenis filler
nama/JENIS
|
KOMPONEN LOGAM ASAS (BASE)
|
SOFT
SOLDER
|
HARD
SOLDER
|
Silver solder
|
Alloy perak (silver) dan kuprum campuran zink, cadmium, nikel dsb.
|
ü
| |
Brass solder
|
Alloy kuprum dank zin sebagai base
|
ü
| |
Copper phosphorus solder
|
Alloy dari kuprum campuran phosphorus, perak dll.
|
ü
| |
Aluminium solder
|
Alloy aluminium dan sedikit silicon, kuprum, zink dll
|
ü
| |
Solder
|
Alloy lead dan tin
|
ü
|
Bahan logam filler yang utama
Silver Solder: Filler
dari jenis logam Perak (silver solder) kebiasaannya mengandungi
campuran dari 3 jenis logam alloy iaitu perak (silver), kuprum (copper)
dan zink. Silver solder pula boleh dibahagikan mengikut
komposisi-komposisi kandungan kimianya kepada 10 jenis filler, di
antaranya adalah seperti berikut,
Copper-phosphorous solder: Filler
ini terdiri dari logam kuprum (copper) yang disebatikan dengan
phosphorous, oleh itu ia lebih dikenali sebagai copper-phosphorus atau
copper-silver phosphorus filler. Suhu cair kuprum akan menjadi
berkurangan (merendah) dengan kadar yang agak drastik apabila ia
dicampurkan (disebatikan) dengan logam phosphorus.Apabila
dicampurkan lagi dengan logam perak kepada campuran ini ia akan
menjadikan suhu cairannya lebih merendah lagi dengan mengubah kadar
alirannya (fluidity) kepada lebih bebas (free flow). Filler jenis ini
sesuai digunakan untuk kerja-kerja penyambungan logam seperti kuprum.
Kandungan phosphorus di dalamnya akan bertindak sebagai deoxidizer
(menyah oksida) apabila ia digunakan dalam kerja-kerja kimpalgas untuk
logam kuprum, oleh itu penggunaan filler ini tidak memerlukan aplikasi
atau penggunaan bahan seperti flux untuk menyekat dari dahkan
pembentukan oksida dalam kerja-kerja brazing.
Kelebihan dan kelemahan jenis brazing filler metal
Setiap
pemilihan atau aplikasi filler untuk kerja-kerja brazing yang digunakan
hendaklah disesuaikan dengan bahan kerja yang hendak dijalankan, ini
kerana bukan semua brazing filler boleh digunakan atau sesuai kepada
semua jenis base metal. Berikut disenarai kelebihan dan kelemahan
jenis-jenis filler yang biasa digunakan.
jenis
|
KELEBIHAN
|
KEKURANGAN
|
Silver Solder
|
1. kadar cairan yang baik oleh itu boleh memenuhi semua permukaan walaupun ruang yang sempit dan keras.
2. memberi kekuatan dan pergerakan (elongation) di tempat dibrazing.
3. memberi kekuatan sambungan yang tidak berubah walaupun suhu cairannya direndahkan.
4. hasil brazingnya licin dan tidak perlu kepada finishing.
5. brazingnya cantik dengan warna keperakan.
|
1. kosnya mahal
2. flux diperlukan pada setiap kerja brazing kepada base metal.
3. flux mesti dibersihkan
|
Copper phosphorus solder
|
1. tidak mahal.
2. tidak perlu kepada penggunaan flux.
3. suhu didihnya rendah dan kadar cairannya juga baik.
4. kadar pendalir haba dan arus elektrik yang baik
|
1. sambungan mudah pecah atau retak.
2. tidak boleh digunakan untuk kerja-kerja penyambungan kuprum dan alloy kuprum.
|
1.1.4. Flux
Flux merupakan
sebatian kimia (chemical compound) yang disapukan ke atas kedua-dua
permukaan base metal yang hendak disambungkan sebelum kerja-kerja
brazing dilakukan, ia terdapat dalam bentuk tepung (powder) dan juga
cecair (liquid). Kebanyakan proses brazing dan soldering memerlukan
bahan flux sebelum kerja-kerja brazing dijalankan untuk mendapatkan
kualiti sambungan yang kuat, kalis bocor dan baik.
Keperluan flux ialah kerana porses pemanasan ke atas permukaan logam akan mempercepatkan pembentukan oksida (formation
of oxide) di permukaan tersebut. Fenomena ini boleh berlaku kerana
tindakan oleh logam (base metal) yang bersuhu tinggi (panas) ke atas
oksigen dan udara sekeliling menyebabkan berlakunya tindakan kimia yang
menghasilkan bahan oksida.
Oleh
itu dalam kerja-kerja brazing bahan flux digunakan untuk bertindak
sebagai penyerap dan penyingkir (dissolve and remove oxide) bahan-bahan
oksida yang terbentuk di permukaan base metal dan filler. Selain dari
tugas di atas ia juga berfungsi untuk menyamakan kadar pengaliran haba
ke atas base metal, melicinkan kadar pengaliran filler antara rongga
kedua-dua base metal dan juga menghindarkan udara semasa proses brazing
dijalankan. Ini dapat dilakukan oleh flux kerana sifatnya yang boleh
menyerap oksigen yang berlebihan dari torch dan juga ia membuat satu
lapisan (coating) yang akan bertindak sebagai pelindung pada permukaan
sambungan logam yang sedang mencair dari dimasuki oleh udara.
Ciri-ciri flux:
penggunaan flux hendaklah dapat menepati aplikasinya, untuk itu
pemilihan flux yang akan digunakan hendaklah mempunyai ciri-ciri yang
dapat menjalankan fungsi yang perlu dilakukannya seperti ciri-ciri
berikut,
a. kadar alirannya atau fluidity yang baik oleh itu dapat memindahkan objek asing dan juga oksida jika
ada.
ada.
b. permukaan yang telah dibersihkan dapat menghindarkan proses oxidization dari berlaku.
c. specific gravity nya hendaklah lebih rendah dari logam filler.
d. kadar alirannya (viscosity) yang sesuai semasa ia dalam bentuk cair.
e. boleh dan mudah untuk memindahkan sludge.
f. tidak membahayakan pengguna dan juga mencemarkan alam persekitaran.
g. ianya cepat kering di dalam tempat simpanan walaupun telah dicairkan dengan air sebelumnya.
h. kadar oxidization oleh logam filler boleh direndahkannya.
Pemaipan penyejukan
Tiub kuprum dan kelengkapan.
Tiub kuprum.
- Digunakan pada sistem penyejukan dan penyamanan udara
- Saluran tiub kuprum ini menghubungkan satu komponen
dengan komponen yang lain pada sistem sebagai saluran pengaliran bahan
pendingin
- Terdapat dua jenis;
Tiub kuprum jenis keras (k)
Jenis yang tergulung dalam gred K adalah seperti keluli berkilat dan
titinium.
Tiub kuprum jenis K
ini digunakan pada sistem yang besar.ia tidak boleh dibengkokan dan hanya boleh
digunakan untuk sambungan yang lurus sahaja.bagi menyambungkan saluran yang
bengkok, ia memerlukan pasangan.

Tiub kuprum jenis lembut (L)
Jenis yang terggelung dalam gred L pula
ialah loyang, aluminium dan keluli nipis.
Tiub kuprum jenis L
pula adalah mudah dibengkok atau dilenturkan.tiub gred ini terdapat dalam
bentuk gelungan.setiap gelungan mempunyai ukuran panjang 7 m, 15 m dan 30
m,dalam pelbagai saiz.jika tiub kuprum ini disimpan terlalu lama atau
seringkali dibengkokkan,tiub ini akan menjadi keras.

PENGENDALIAN TIUB
1) Menempa Tiub
Tiub kuprum keras atau lembut yang telah menjadi keras
ini boleh dilembutkan dengan cara memanaskannya dan kemudian, disejukkan dengan
air atau udara sahaja.proses ini disebut menempa.menyejukan
tiub yang telah ditempa dengan air lebih baik kerana ia dapat menanggalkan
pengoksidaan yang terhasil semasa menempa tiub.perlu diingat bahawa tiub kuprum
akan menjadi lebur pada suhu lebih kurang 1025 ̊c.
2) Membuka
Gelungan Tiub
Tiub kuprum lembut perlu diluruskan terlebih dahulu
sebelum digunakan.jangan cuba meluruskan tiub dengan cara menariknya keluar
dari tepi gelungan yang berbentuk lingkaran kerana ini akan memintalkan tiub
itu.kita boleh menggunakan kaki unyuk memijak hujung tiub apabila hendak
meluruskan gelungan tiub ini diatas lantai.tetapi, pijakan tidak boleh terlalu
kuat kerana tiub kuprum ini mudah kemek.
3) Memotong
Tiub
Cara
yang lebih selamat untuk memotong tiub kuprum ialah dengan menggunakan alat
pemotong tiub, terutamanya bagi tiub kuprum lembut.ini kerana pemotongnya licin
dan tepat.pemotong tiub terdapat dalam dua saiz, iaitu yang dapat memotong tiub
yang bergaris pusat di antara 4 – 15 mm dan satu lagi yang dapat memotong tiub yang
bergaris pusat di antara 4 – 28 mm.bahagian-bahagian utama pada pemotong tiub
ialah tombol,rola dan bilah.

4)
Membengkok Tiub
Tujun membengkok tiub adalah untuk
mendapatkan bentuk pada sudut yang dikehendaki.semua tiub kuprum lembut mudag
dibengkokkan.bagaimanapun, tiub kuprum keras boleh dibengkokan jika alat dan
cara yang betul digunakan.terdapat pelbagai cara membengkok tiub.tiub yang
kecil seperti tiub rerambut boleh dibengkokan dengan tangan sahaja.
Cara yang mudah untuk membengkokkan tiub ialah
dengan menggunakan pembengkok spring.pembengkok spring boleh membengkok tiub
mengikut ukuran jejari atau sudut yang dikehendaki.bagi setiap satu pembengkok
spring, ia hanya boleh membengkok satu saiz tiub sahaja.semasa menggunakan
pembengkok spring,perlu diingat agar tiub itu dibengkokkan lebih sedikit
daripada sudut yang dikehendaki dan kemudian, dibengkokkan semula kesudut yang
dikehendaki.ini adalah untuk melonggarkan spring supaya mudah ditanggalkan dari
tiub tersebut.

Pembengkok jenis tuil
juga dapat membengkokkan tiub pada sudut yang diperlukan dengan lebih
tepat.walau bagaimanapun, ia hanya dapat membengkokkan tiub mengikut jejari
yang tetap.setiap saiz tiub memerlukan pembengkok yang berlainan mengikut saiz
tiub berkenaan.pembengkok tiub jenis ini boleh didapati dalam bentuk satu
set.ini membolehkan saiznya ditukarganti mengikut saiz tiub yang hendak
dibengkokkan.

5)
Mengembang Tiub
Membuat sambungan tiub cara mengembang
adalah sangat penting jika sambungan yang kuat dan tidak bocor
dikehendaki.mengembangkan tiub memerlukan alat pengembang khas.alat pengembang
mempunyai dua bahagian yang diperlukan, iaitu bar pengembang dan kun
pengembang.Biasanya, tiub yang dikembangkan adalah besudut 45 ̊.
Terdapat dua jenis sambungan kembang,
iaitu pengembang tebal tunggal dan pengembang tebal kembar.pengembang tebal
tunggal biasanya digunakan jika ia mempunyai ketebalan yang sama dengan tebal
tiub yang hendak dikembangkan.sementara pengembang tebal kembar, hujung tiub
yang dikembangkan akan dilipatkan semula pada tiub, menjadikan ketebalan
kembanganya berganda.
Pengembang tebal kembar adalah lebih
kuat dan kurang menimbulkan masalah kebecoran.kebaikan sambungan pengembang
tebal kembar iini ialah, ia dapat diketatkan berulangkali tanpa menjejaskan
ketebalan dan kekuatannya.

6)
membuat swaging
Swaging adalah proses menyambungkan
dua tiub yang sama saiz secara menindankannya tanpa menggunakan pasangan.dalam
proses ini, satu hujung tiub akan dikembangkan, dan satu hujung lagi akan
dimasukkan ke dalam hujung tiub yang dikembangkan tadi.sambungkan ini akan
disudahi dengan mematri atau mengimpaloyang.
Terdapat dua cara membuat swaging,
iaitu dengan penanda swaging dan dengan jenis skru.perlu dingat bahawa, jangan
membuat swaging di tempat yang bengkok atau terlalu dekat dengan sambungan
kembang.ketebalan kembar pada sambungan swaging adalah susah hendak
dibengkokkan.sementara sambungan swaging yang terlalu dekat dengan sambungan
kembang pula dikhuatiri akan menyebabkan nat kembangnya tidak cukup ruang untuk
ditanggalkan jika tiub tersebut hendak diletakkan pada bar.
Sambungan swaging adalah lebih kuat
daripada itu sendiri jika dibuat dengan
baik, terutamanya jika diloyang.
Swaging juga boleh dibuat dengan
menggunakan penanda swaging.penanda swaging terdapat dalampelbagai saiz
mengikut saiz tiub yang digunakan.terdapat dua bahagian pada penanda swaging.di
bahagian yang hujung sekali mempunyai ukuran garis pusat yang sama dengan
ukuran dalam tiub, dan di bahagian belakangnya pula, mempunyai ukuran garis
pusat yang sama dengan ukuran luar tiub.bahagian yang selalu ditukul pada
penanda ini perlu dicanai semula apabila kepala cendawan terbentuk pada kepala
penanda.
Selain membuat swaging menggunakan
penanda swaging, swaging juga boleh dibuat dengan menggunakan alat swaging
jenis skru.proses membuat swaging dengan alat swaging jenis skru adalah lebih
kurang sama dengan proses menggunakan alat untuk membuat pengembangan.ianya
terdiri daripada bar pengembang dan bentuk kunnya digantikan dengan bentuk
swaging dalam pelbagai saiz.alat ini lebih baik jika dibandingkan dengan
penanda swaging kerana ia dapat menghasilkan kerja yang lebih kemas dan
tepat.muncung swaging yang boleh ditukarganti ini tidak akan berpusing semasa
ia diputarkan.dengan ini, tiub tidak menjadi panas akibat geseran.

7)
membuat pengucupan
Membuat pengecupan bermakan menyambungkan dua
tiub yang berlainan saiz.saluran tiub yang kecil garis pusatnya dimasukan
kedalam saluran tiub yang bergaris pusat lebih besar sedikit.dengan menggunakan
pemotong tiub yang bermata tumpul bilahnya, saluran tiub yang luar dikecupkan
sehingga ianya menyentuh garis pusat luar tiub dalam.kemudian, sambungan ini
dipateri.jarak kelonggaran di antara tiub luar dengan tiub dalam yang sesuai
untuk dibuat pengecupan pada tiub ialah 0.8 mm.sambungan cara ini akan
menghalang kebocoran atau bahan lakur yang digunakan semasa memateri masuk ke
dalam saluran dan system juga
8)
pasangan tiub kuprum
Satu cara menyambung tiub kuprum ialah
dengan menggunakan pelbagai pasangan tiub.biasanya, pasangan tiub diperbuat
daripada Loyang bertempa dan kuprum.terdapat pelbagai bentuk pasangan tiub,
bergantung bergantung kepada jenis sambungan yang diperlukan.bentuk-bentuk
pasangan tiub yang biasa digunakan ialah seperti siku, tee, liku balik, penyuai
dan penjodoh.sambungan ini memerlukan pematrian bagi melengkapkan sambungan
tersebut.terdapat juga bentuk-bentuk pasangan tiub yang mempunyai benang luar
di kedua-dua hujungnya atau di sebelahnya sahaja.bagi menyambungkan pasangan
tiub bentuk ini, nat kembang diperlukan.nat ini digunakanuntuk mengetat dan
menguatkan sambungan tersebut.

Subscribe to:
Posts (Atom)